规格1.7立方-5.0立方定做
种类标准斗岩石斗加大斗侧卸斗
是否支持定做是
材质Q345B
发货地山东临沂
发货方式物流托运
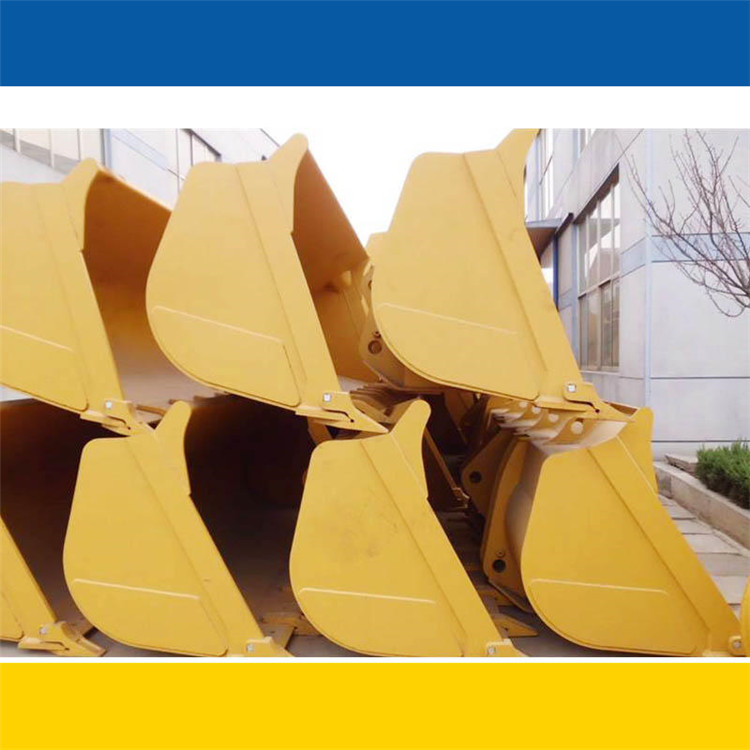
批发供应龙工30装载机和50装载机铲斗,铲斗按规格分为为标准斗,加强斗和岩石斗,原材料一般选用Q345B钢材,标准斗适用于一般黏土、松土的铲掘和沙、土、砾石的装载等较轻作业环境,岩石斗适用于铲掘混有较硬碎石的硬土或坚石装载等重载作业环境。
斗上的刀板是装载机铲斗铲掘物料时的切削主刃。装载机在不同工况下,铲斗会选装不同类型的刀板,以保证作业效率。与此同时,刀板作为装载机铲斗的重要部位,适当地做板维护,有助于铲斗长时间使用。刀板在装载机铲斗上的位置。
如图所示,装载机的铲斗一般由包板,侧板,挡板,刀板,角刃和侧刃组成,刀板处于铲斗的下端铲斗前位置,刀板上一般会预留孔位,用于加装斗齿和副刀板。土方工程用装载机铲斗的包板,侧板和挡板常用低碳,耐磨,高强度钢板焊接而成,侧刃和角刃都用高强度耐磨材料制成,刀板采用耐磨的中锰合金钢材料。
刀板对于装载机铲斗的作用装载机铲掘物料时,是利用整机的行走让铲斗上的刀板插入料堆,再通过动臂,摇杆和连杆的控制来完成铲斗的装载。在这过程中可以看出,刀板是装载机铲斗切入铲掘,完成装载作业的重要部分。认识和了解刀板对装载机铲斗的日常维护具有十分重要的意义。
品质的刀板有助于装载机快速铲掘物料完成装载,提高作业效率。从制造工艺方面比较,锻造的刀板要优于铸造的刀板,若刀板再经过热处理,耐磨效果更佳,从元素组成方面比较,适量含有Si(硅),Mn(锰)等元素的刀板更坚固耐磨。常见的刀板类型正所谓“工欲善其事,必先利其器”。一般来说,整体刀板常用于铲掘松散物料,例如沙土,煤矿,碎石,积雪等。直型整体刀板比较通用,如果物料较为坚硬,多会采用V型整体刀板。总体而言。装载机每完成一次铲掘和装载作业都会对刀板造成磨损带齿刀板的应用范围铲斗为广泛,其中直型带齿刀板适用性铲斗好也铲斗常见,V型带齿刀板用于重型铲掘,如装卸岩石。
刀板的结构形式刀板在铲斗上的作用其重要,但是结构并不复杂。现在就以市面上铲斗为常见直型带齿刀板为例,来介绍一下刀板的结构形式。如图所示,刀板其实就是平整的条状铁块,长度一般在2--3米之间。板体上可以钻出均布的排孔,用于加装斗齿和副刀板。
刀板的截面为类似梯形的形状,前端(标注10mm处)为坡口,后端(标注29mm处)为焊接面。坡口的角度和高度可根据斗齿的尺寸来确定,合格的坡口可与斗齿严丝合缝。若是整体型刀板,坡口会适当,其角度也会稍微加大,以提高刀板的耐磨性。焊接面用于同铲斗包板的前端面焊接,刀板的焊接面要求平整不突兀,无其他杂质。刀板的宽度一般在200--300mm之间,具体视铲斗的情况而定。有些不法厂商偷工减料,会刻意减少刀板的厚度,采用喷浓漆的方法来掩盖实际厚度。喷漆的刀板看起来是比较漂亮,不过耐用性能则打折了一些。因此,在采购装载机铲斗刀板时,要特别注意测量刀板的厚度。

铲斗挖掘速度慢铲斗挖掘速度很慢的话,挖掘机的施工效率就得大打折扣了,所以一旦出现类似情况赶紧处理,因为即便是将就施工速度也会降低很多,故障还会拖延成大问题。今天剪工根据铲斗挖掘速度慢问题,将详细的故障维修过程与大家分享。
故障检修判断:先要确定是单一的铲斗速度慢还是有其他动作也慢的情况,若仅铲斗挖掘速度很慢,可使机按额定转速运转,操纵先导阀使铲斗大腔溢流,然后用两手分别抓住由两根多路阀通向铲斗油缸大腔的出油管,观察是否出现以下情况。
▊铲斗种情况:两根髙压油管都有流油感。这说明铲斗大腔已经合流,铲斗挖掘仍然速度很慢可能是以下原因所致:铲斗大腔的二次溢流阀溢流压力值太低。此时可在液压泵的出油口处安装测压表,使铲斗挖掘处于溢流状态。若压力表显示值很低,应调整铲斗大腔的二次溢流阀。若压力值有变化,可将溢流压力值调高到额定压力值。若调整二次溢流阀,压力值并无变化,其原因一般为。
A.二次溢流阀弹簧折断或屈服,应更换损坏的弹簧,B.阀芯与阀芯座之间有异物卡结,使溢流阀过早溢流,这时需要清理杂质。铲斗油缸活塞密封圈损坏或磨损严重,应更换活塞密封圈。活塞杆弯曲,应校正修理或更换活塞杆。*二种情况:若仅一根高压软管有流油感,则说明铲斗大腔没有合流,应按下述方法继续检查:。
若阀组通向铲斗大腔的出油管无流油感,则可能是以下原因所致:A.阀杆已粘结或被异物卡结,应配对研磨阀杆阀孔或异物,使阀杆换向自如B.先导控制油压力偏低,不能使阀杆完全换向,应先排除先导控制油压过低故障。
C.对应的先导控制管内有异物堵塞,需要及时异物若阀组Ⅱ通向铲斗大腔的出油管无流油感,可将对应阀杆控制油路的管接头拧松三牙螺纹,并操作控制铲斗大腔的操纵手柄,逐渐加大操纵角度,观察其管接头松开处是漏油还是喷油:。
A.若松开的先导管接头处漏油,说明多路阀阀杆无先导换向压力或换向压力很低,一般是换向阀的阀芯光洁度差,锈蚀或被异物卡结所致,应拆卸换向阀的阀芯,清理杂质和异物。B.若松开的先导管接头处喷油,说明多路换向阀杆已有先导换向压力,则可能是多路换向阀阀杆已粘结或被异物卡结所致,应予以修复或异物,使多路换向阀阀杆换向自如。总结:看完了整篇文章,大家不难理解,铲斗速度慢绝非偶发,与平时的使用,保养等工作也都息息相关,日常出现故障不可怕,按照步骤逐一故障点排查,很快就能彻底解决故障问题。

装载机,推土机等工程机械工作条件恶劣,受力复杂多变,磨损严重,尤其是各铰销,销套以及销套座等,往往是摩擦损伤铲斗严重的部位。现以某型装载机铲斗下销座摩擦损伤的修复为例,介绍这类损伤件的更换和焊接修复方法。
销套以及销套座孔的磨损状况,测量下铰销与轴套的配合间隙,与铲斗大使用限相对比,若磨损量**过铲斗大使用限后就应及时维修复。量并确定下销座尺寸采用焊接修复下销座时,把损坏的下销座切割下来,重新焊接上新加工的下销座。而新下销座的加工需要保证准确的尺寸数据,这就需要对旧的下销座进行数据测量。但是,旧下销座经过长期使用后,一般都损伤严重,已失去原有的尺寸精度和外部形状,这就影响到测量数据的准确性。析磨损情况修复前应记录下铰销。
找相同型号的较新的该型机进行比对性测量,用游标卡尺测量磨损情况铲斗轻的下销座尺寸,并对磨损量进行相应推算,调整所测数据。如测得的下销座厚度为35mm,确定新的下销座尺寸时,可把其厚度调整为45mm。调整理由有4点:基于对下销座轴向间隙的测量以及对轴向磨损量的估算,动臂下端的下销座两侧因磨损变薄,在不对动臂下端的销座两侧堆焊加厚时,通过适当加厚铲斗销座,可以弥补动臂下销轴孔两侧面的磨损量。为此可采取以下方法:找到该产品的技术图纸使轴向间隙恢复正常,便于焊接,确保牢固,加厚铲斗新下销座在空间位置上不受限制,则不会造成其他不利影响。
制作新的下销座。考虑到强度和焊接性要求,材料可以选用40Cr,也可以用5#钢代替。制作的芯轴主要用来避免新下销座在焊接过程中出现歪斜等位置偏差,以保证铲斗上4个新下销座焊接后的同轴度。芯轴长度视装载机铲斗大,小有所不同,但装载机铲斗宽度一般不**过3000mm,铲斗上,下销座之间的距离一般为2 500mm~2600mm,所以芯轴长度以略大于此数值为宜。芯轴直径应以确定的下销座孔径为依据。作新下销座和芯轴根据确定的尺寸以保证适当用力能插入座孔为准。芯轴应在车床上矫直,并将其外圆车至50mm。
割掉损坏的下销座将铲斗放平,使两侧下销座处于便于操作的自然状态。先选择4个下销座中座孔偏磨铲斗严重的1个,用氧一焰将旧下销座从铲斗筋板上割掉。气割时应尽可能沿原焊缝进行,割孔直径以略大于新下销座外径为好。入新下销座并插入芯轴将新下销座放入割孔中,同时将芯轴从4个下销座孔中穿过,以保证待焊接固定的下销座与其余3个在同一轴线上。

装载机铲斗主刃板变形的原因及防止措施在制造装载机铲斗过程中,主刃板往往出现上拱,下塌,扭曲等变形,为保证主刃板平整,我们用油压机进行整形,这不但延长了生产周期,增加了生产成本,而且增加了主刃板的内应力,为此对铲斗的结构和生产过程进行分析,找到了主刃板变形的原因,并制定相应的防止措施。
1 铲斗主刃板变形原因分析管理原因 铲斗主刃板为板材气割下料后外协加工件,由于板材的装卸,运输,存储等原因造成主刃板出现上拱,下塌和挠曲变形。对前两种变形,组焊铲斗前可以在油压机上对板材进行校平,但对挠曲变形却难以调整,以至带到以后的铲斗组焊工序中去。
焊缝密集并且焊缝形式不合理使焊接工作量和热输入量都相当大。同时由于主刃板的挠曲变形,使主刃板与斗底板,斗壁板对接间隙加大并且不均匀,当按图纸要求将各件组装后,经现场测量对接间隙中间部位分别为10mm和 3mm时,两端间隙平均≥18mm和11mm。对接间隙的加大增加了焊接工作量和焊接热输入量,间隙的不均 匀使焊接热输入量不均匀,焊后冷却收缩变形量就会不均匀,这样各焊缝冷却后,就会使斗底板,斗壁板。设计原因 铲斗底部焊缝主要集中在背面板产生相应的焊接变形。
操作原因 铲斗组焊过程分三步:斗壁板卷板,斗壁板与斗侧板组焊,对接主刃板,铺斗底板,与支撑板一起上胎组焊铲斗,焊接。这三步工序相互立顺序进行互不干涉。在斗壁板卷板时,因两端受力不均或压型线与斗壁板两边不平行等原因而出现扭曲。
铺斗底板时,由于斗底板不平整或其他原因使斗底板局部高出两侧斗侧板或主刃板,破坏主刃板与两斗侧板构成的平面,组焊完铲斗后不能放平,误以为主刃板产生焊接变形。焊接铲斗时没有从减小焊接变形的角度出发,按焊接工艺制定的焊接顺序执行,进行均匀对称焊接,尤其在焊接主刃板与斗壁板,斗底板的对接焊缝时,任意施焊,造成焊接热输入量过分集中,正反两面的焊接变形不能相互抵消,使主刃板产生焊接变形。这样各步工序产生的误差和焊接变形都集中到一起,致使铲斗焊接完毕后,主刃板产生变形。
铲斗的确是装载机所有附件中常见的终端工作装置,但它根据材质和功能的不同足可分为各种不同的类型,在日常的工作中,正确的选用不同类型的铲斗,无论是施工效率或是成本控制都能达到理想的效果。比如矿山环境作业,用岩石王铲斗肯定比标配铲斗要来的容易而且使用周期更长。
http://zgfcj448.b2b168.com